 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
超声波原理及应用
2011-10-27 10:52:18 来源:
1、超声波在传播时,方向性强,能量易于集中。
超声波的特点
2、超声波能在各种不同媒质中传播,且可传播足够远的距离。
3、超声与传声媒质的相互作用适中,易于携带有关传声媒质状态的信息(诊断或对传声媒质产生效应。(治疗)
超声波是一种波动形式,它可以作为探测与负载信息的载体或媒介(如B超等用作诊断);超声波同时又是一种能量形式,当其强度超过一定值时,它就可以通过与传播超声波的媒质的相互作用,去影响,改变以致破坏后者的状态,性质及结构(用作治疗)。
超声波的发展史
一、国际方面
自19世纪末到20世纪初,在物理学上发现了压电效应与反压电效应之后,人们解决了利用电子学技术产生超声波的办法,从此迅速揭开了发展与推广超声技术的历史篇章。
1922年,德国出现了首例超声波治疗的发明专利。
1939年发表了有关超声波治疗取得临床效果的文献报道。
40年代末期超声治疗在欧美兴起,直到1949年召开的*次国际医学超声波学术会议上,才有了超声治疗方面的论文交流,为超声治疗学的发展奠定了基础。1956年第二届国际超声医学学术会议上已有许多论文发表,超声治疗进入了实用成熟阶段。
二、国内方面
国内在超声治疗领域起步稍晚,于20世纪50年代初才只有少数医院开展超声治疗工作,从1950年首先在北京开始用800KHz频率的超声治疗机治疗多种疾病,至50年代开始逐步推广,并有了国产仪器。公开的文献报道始见于1957年。到了70年代有了各型国产超声治疗仪,超声疗法普及到全国各大型医院。
40多年来,全国各大医院已积累了相当数量的资料和比较丰富的临床经验。特别是20世纪80年代初出现的超声体外机械波碎石术和超声外科,是结石症治疗史上的重大突破。如今已在国际范围内推广应用。高强度聚焦超声无创外科,已使超声治疗在当代医疗技术中占据重要位置。而在21世纪(HIFU)超声聚焦外科已被誉为是21世纪治疗肿瘤的*新技术。
超声波治病机理
1.机械效应
超声在介质中前进时所产生的效应。(超声在介质中传播是由反射而产生的机械效应)它可引起机体若干反应。超声振动可引起组织细胞内物质运动,由于超声的细微按摩,使细胞浆流动、细胞震荡、旋转、摩擦、从而产生细胞按摩的作用,也称为“内按摩”这是超声波治疗所独有的特性,可以改变细胞膜的通透性,刺激细胞半透膜的弥散过程,促进新陈代谢、加速血液和淋巴循环、改善细胞缺血缺氧状态,改善组织营养、改变蛋白合成率、提高再生机能等。使细胞内部结构发生变化,导致细胞的功能变化,使坚硬的结缔组织延伸,松软。
超声波的机械作用可软化组织,增强渗透,提高代谢,促进血液循环,刺激神经系统和细胞功能,因此具有超声波独特的治疗意义。
2.温热效应
人体组织对超声能量有比较大的吸收本领,因此当超声波在人体组织中传播过程中,其能量不断地被组织吸收而变成热量,其结果是组织的自身温度升高。
产热过程既是机械能在介质中转变成热能的能量转换过程。即内生热。超声温热效应可增加血液循环,加速代谢,改善局部组织营养,增强酶活力。一般情况下,超声波的热作用以骨和结缔组织为显著,脂肪与血液为*少。
3.理化效应
超声的机械效应和温热效应均可促发若干物理化学变化。实践证明一些理化效应往往是上述效应的继发效应。TS-C型治疗机通过理化效应继发出下列五大作用:
A.弥散作用:超声波可以提高生物膜的通透性,超声波作用后,细胞膜对钾,钙离子的通透性发生较强的改变。从而增强生物膜弥散过程,促进物质交换,加速代谢,改善组织营养。
B.触变作用:超声作用下,可使凝胶转化为溶胶状态。对肌肉,肌腱的软化作用,以及对一些与组织缺水有关的病理改变。如类风湿性关节炎病变和关节、肌腱、韧带的退行性病变的治疗。
C.空化作用:空化形成,或保持稳定的单向振动,或继发膨胀以致崩溃,细胞功能改变,细胞内钙水平增高。成纤维细胞受激活,蛋白合成增加,血管通透性增加,血管形成加速,胶原张力增加。
D.聚合作用与解聚作用:水分子聚合是将多个相同或相似的分子合成一个较大的分子过程。大分子解聚,是将大分子的化学物变成小分子的过程。可使关节内增加水解酶和原酶活性增加。
E.消炎,修复细胞和分子:超声作用下,可使组织PH值向碱性方面发展。缓解炎症所伴有的局部酸中毒。超声可影响血流量,产生致炎症作用,抑制并起到抗炎作用。使白细胞移动,促进血管生成。胶原合成及成熟。促进或抑制损伤的修复和愈合过程。从而达到对受损细胞组织进行清理、激活、修复的过程。
量子声学。
超声波还可以进行雷达探测.清洗较为精细的物品,如钟表,可以利用超声波来击碎病人体内胆结石,还可以利用超声波测距.
超声波检测还用于电阻焊的焊点强度的检测。
人耳可以听见的波动,其频率约在16Hz到20KHz之间,如果”波动〃的频率高於此范围,则人类则无法听见,特称之为超音波.所谓”波动〃即为物质中的粒子受外力作用时所产生的机械性振汤.例如将悬挂於弹簧下方的物体向下拉使弹簧伸长,然后将物体放开,则该物体受弹簧力的作用,产生一上下往复性的振动,其偏离静止位置的移动与时间的关系,即为正弦波.
超声波依其波传送方向的波动方式可分为纵波,横波,表面波,蓝姆波四种.其在料件中之传送,根据能量不灭定律,音波在一种物质中传送,或由一种物质传入另一种物质时,由于受到衰减,反射及折射的作用,其能量必然愈来愈弱;但是在材料密度较大的部分,音压却会增大〈但因音阻抗亦变大,能量仍是减少〉,反之在疏松的部分,其音量变大.
超声波相关的文章
夜晚的实验
意大利科学家斯帕拉捷习惯晚饭后到附近的街道上散步。他常常看到,很多蝙蝠灵活的在空中飞来飞去,却从不会撞到墙壁上。这个现象引起了他的好奇:蝙蝠凭什么特殊本领在夜空中自由自在的飞行呢?
1793年夏天,一个晴朗的夜晚,喧腾热闹的城市渐渐平静下来。帕斯拉捷匆匆吃完饭,便走出街头,把笼子里的蝙蝠放了出去。当他看到放出去的几只蝙蝠轻盈敏捷地来回飞翔时,不由得尖叫起来。因为那几只蝙蝠,眼睛全被他蒙上了,都是“瞎子”呀。
斯帕拉捷为什么要把蝙蝠的眼睛蒙起来呢?原来,每当他看到蝙蝠在夜晚自由自在的飞翔时,总认为这些小精灵一定长着一双特别敏锐的眼睛,就不可能在黑夜中灵巧的多过各种障碍物,并且敏捷的捕捉飞蛾了。然而事实完全出乎他的意料。斯帕拉捷很奇怪:不用眼睛,蝙蝠凭什么来辨别前方的物体,捕捉灵活的飞蛾呢?
于是,他把蝙蝠的鼻子堵住.结果,蝙蝠在空中还是飞的那么敏捷、轻松。“难道他薄膜似的翅膀,不仅能够飞翔,而且能在夜间洞察一切吗?”斯帕拉捷这样猜想。他又捉来几只蝙蝠,用油漆涂满它们的全身,然而还是没有影响到它们飞行。
*后,斯帕拉捷堵住蝙蝠的耳朵,把他们放到夜空中。这次,蝙蝠可没有了先前的神气。他们像无头苍蝇一样在空中东碰西撞,很快就跌落在地。
啊!蝙蝠在夜间飞行,捕捉食物,原来是靠听觉来辨别方向、确认目标的!
斯帕拉捷的实验,揭开了蝙蝠飞行的秘密,促使很多人进一步思考:蝙蝠的耳朵又怎么能“穿透”黑夜,“听”到没有声音的物体呢?
后来人们继续研究,终于弄清了其中的奥秘。原来,蝙蝠靠喉咙发出人耳听不见的“超声波”,这种声音沿着直线传播,一碰到物体就像光照到镜子上那样反射回来。蝙蝠用耳朵接受到这种“超声波”,就能迅速做出判断,灵巧的自由飞翔,捕捉食物。
现在,人们利用超声波来为飞机、轮船导航,寻找地下的宝藏。超声波就像一位无声的功臣,广泛地应用于工业、农业、医疗和军事等领域。斯帕拉捷怎么也不会想到,自己的实验,会给人类带来如此巨大的恩惠。
超声波焊接
应用超声波可以对热塑性工件使用熔接、铆焊、成形焊或点焊等多种方法进行焊接。超声波焊接设备既可以独立操作,也可以用于自动化生产环境。那些内置精密电子组件的塑料工件,如微型开关等,就适合使用超声波对其进行焊接。同时,不止一种方法可能被用来对成品进行加工,如焊接软盘和卡带的内部使用铆焊方式,而对其外部的焊接则使用熔接法
超声波空泡炼油的化学原理
液体内部产生的强超声波引发出高能量密集式空泡群, 空泡爆炸时, 在微小的空间内瞬间产生高达一千大气压的压力和上千度的高温。
在高压高温下, 重油分子中C-C键断裂,大分子的碳氢化合物分解为小分子的碳氢化合物; 原料中硫的有机化物在超声波与空泡作用下,其C-S键发生断裂,转变为中间烯烃、正烷烃、芳烃和硫化氢。生成的烯烃在超声波热解过程中转变为正烷烃和芳烃。
含硫份高的重油大分子转化为低硫小分子的汽油和柴油。少量没有转化或转化程度低的剩余物用于制备高品质沥青
通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续,有些许保压时间,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料本体强度。
超音波的熔焊应用方法
一、熔接法
以超音波超高频率振动的焊头在适度压力下,使二块塑胶的接合面产生摩擦热而瞬间熔融接合,焊接强度可与本体媲美,采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品所带来的不便,实现高效清洁的熔接。
二、铆焊法
将超音波超高频率振动的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。
三、埋植
藉着焊头之传道及适当之压力,瞬间将金属零件(如螺母、螺杆等)挤入预留入塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。
四、成型
本方法与铆焊法类似,将凹状的焊头压着于塑胶品外圈,焊头发出超音波超高频振动后将塑胶溶融成形而包覆于金属物件使其固定,且外观光滑美观、此方法多使用在电子类、喇叭之固定成形,及化妆品类之镜片固定等。
五、点焊
A、将二片塑胶分点熔接无需预先设计焊线,达到熔接目的。
B、对比较大型工件,不易设计焊线的工件进行分点焊接,而达到熔接效果,可同时点焊多点。
六、切割封口
运用超音波瞬间发振工作原理,对化纤织物进行切割,其优点切口光洁不开裂、不拉丝。
塑料焊接机应用
普遍运用于汽车行业、电子行业、医疗行业、家电行业、无纺布服装、办公用品、包装行业、玩具行业等。比如车身塑料零件,汽车车门、汽车汽车仪表、车灯车镜、遮阳板、内饰件、滤清器,反光材料、反光道钉、保险杠、拉索、摩托车用塑料滤清器、散热器、制动液罐、油杯、水箱、油箱、风管、尾气净化器、托盘滤板;塑胶电子:预付费水表电表,通讯设备,无绳电话,手机配件,手机壳,电池壳,充电器、阀控式密封维护铅酸蓄电池,3寸软盘,U盘,SD卡,CF卡,USB接插件、蓝牙;玩具文具:文件夹,相册,折盒,PP中空板,笔套,墨盒,硒鼓,;医用日用:手表,厨具,口服液瓶盖,点滴瓶盖、手机饰件,金柔刷,日用品,卫生用品,儿童用品,空气床垫,衣架,刀柄,园艺用品,橱具洁具,花洒,金柔刷,淋浴头,防伪瓶盖,化妆品瓶盖,咖啡壶,洗衣机、空气除湿机,电熨斗、电水壶、吸尘器,音箱金属面盖及土木格栅等。
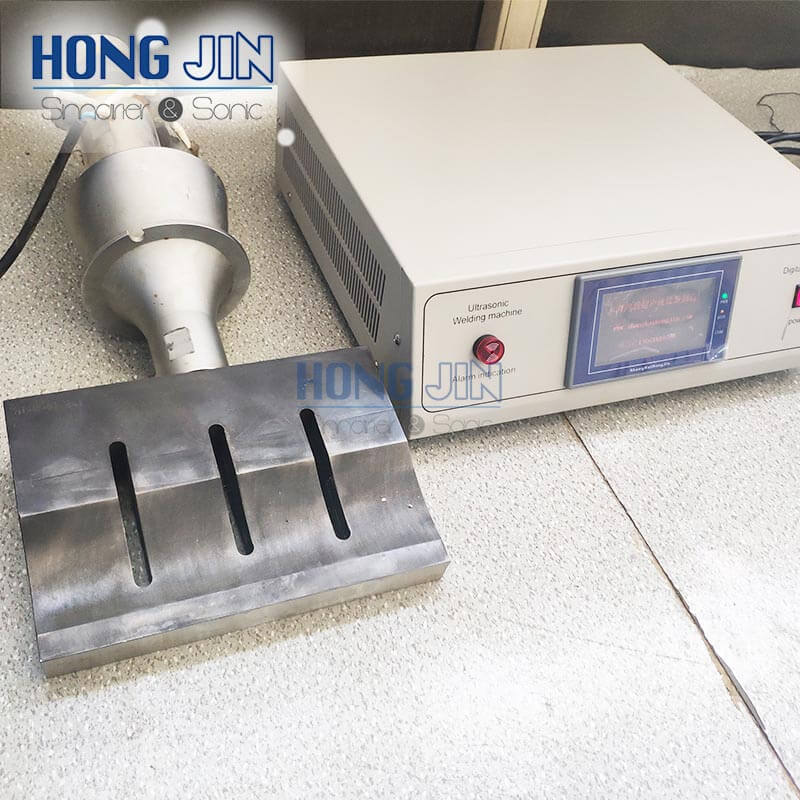
塑料焊接机及样品(10张)
塑料焊接机结构
本超声波塑料焊接机[1]由超声波发振系统,保护电路,,超声波换能系统,气动系统,机架,工作台等部份构成.
机器安装与调试
(一)、装设程序:
1、本焊机应安置在坚固,水平的工作台上。机器后面应留有大于150mm的空间,以利通风散热。
2、为确保安全操作,本机必须可靠接地,对地电阻必须小于4欧姆。
3、将三苡控制电线两头分别插入焊机后方三脚插座,并旋紧螺母。
4、将选择开关置于手动位置。
5、锁紧升降的四只螺钉,以固定超声振头,但切勿用力过度,以免滑牙。
6、将上焊模与超声振头之接触面擦干净,用螺丝接合,使用随机专用扳手锁紧,锁紧力距为25牛顿/米。
7、把外气源的气管接入焊接机的空气滤净器。
8、音波检验程序:
为发挥焊机的*佳使用效果,维护焊机的性能及安全生产,每次使用机器或更换焊模,必须调整焊机发振
系统与振动系统的发振程度,因此该项音波检测程序非常重要。
A、检测前,上焊模与超声振头两者必须密合锁紧,检验时上焊模切勿接触工件。
B、合上电源开关,此时电源指示灯亮.
C、打开侧盖板之门页。
D、将选择开关按至音波检测档位置,观测振幅表之指示值,每次音波检测开关不能连续按下超过3秒。
E、顺逆旋转音波检测螺丝使振幅表指针在*低刻度值位置。注意:振幅表指针能调到1.2(或100)刻度
值以下,且确保为*低刻度位置,焊机的发振系统与振动系统谱振*好。
[注意]:
1. 调节音波选择螺丝,振幅表之指针会左右摆动,但并非表示功率输出之大小,而仅表示发振系统与振动
系统之谐振程度,指示刻度值越小,则表示谐振程度越佳。
2. 振幅表在空载发振时,表示谐振程度,负载发振时表示输出能量。
3. 焊接前务必做音波检测,以确保发振系统与振动系统之谐振。
4. 更换焊模后,切记一定要做音波检测程式。
5. 调整时,如果过载指示灯发亮,则立即放开音波检验钮,约过1秒钟后,再转动音波调整螺丝作音波选
择调整.
6. 正确的调谐非常重要,如果无法调较到正常状态,不能达到音波检测程式第5项的要求时,请即送修,
不可勉强使用,以免扩大故障。
7. 工作气压不能超过5kg/cm.
8. 校模程序:
为达到机器*大能量,上焊模与工件间的距离应尽量缩短,但仍应留有必要的距离,以便工件的放置和取
出。升降台的*大行程为75mm,因此在校模前,在确定上焊模在*大行程时,不会接触工件。
a) 将选择开关置于手动位置,调较压力调整旋钮,使压力表指示在0.2Mpa左右,(大约能使焊头上升之*
小压力)
b) 置下焊模于工作台面,再放工件于下焊模内。
c) 放松机体的锁紧摇手,转动升降手轮,使上焊模与工件之距离大于75mm,扳紧锁紧摇手。
d) 双手按下两个下降按钮,使上焊模下降。
e) 放松四支振头固定螺丝,旋转上焊模以配合工件,然后再锁紧四支振头固定螺丝。
f) 松开止赴螺丝,旋转止赴螺丝(M12x1),使之与升降台接触。按紧急上升按钮,使上焊模上升,再旋转
止赴螺丝约7mm。
g) 双手按下两个下降按钮,使上焊模下降。放松机体锁紧摇手,转动升降手轮,慢慢将上焊模下降,同时
移动下焊模,使工作面与上焊模接触吻合均匀,锁紧机体锁紧摇手。
h) 按紧急上升按钮,使焊头上升,旋转止赴螺丝,大约下降2mm,具体尺寸视工件而定,使操作时止赴螺
丝与升降脱离接触。但当下焊模没有工件时,止赴螺丝能够阻止上焊模与下焊模触碰,保护机件不致损坏.
i) 用螺丝压板固定好下焊模于工作台上.
j) 以上操作是校模步骤.更精确之校模,须在试焊时,一面观察,一面调整,可用复写纸在工件与上焊之间,观察
上焊模下压后,白纸上显示的压痕,根据压痕的深浅,用薄垫片垫调下焊模底部,使工件的焊接面受压均匀.
k) 带平面调整调整螺丝机型焊头方向和水平调整方法:(外形如图)
(二)、焊头方向调整:
焊头方向未能与底座方向一致时,则无法焊接加工物,此时应先调整焊头方向使与底座方向完全一致。
1、把加工物置于底座上,使与底座吻和,并松弛四个平面调整螺丝.
2、调整中体座位置,使焊头下降时与加工物保持稍许距离.
3、转动焊头与底座方向一致(转动焊头方向时不可使焊头之结合螺丝松弛),完成方向调整后,焊头还保持
下降状态,再调整焊头水平.
(三)、焊头水平调整
1、转动中体座把手,使焊头加压于工物上,轻拍焊头四周与加工物更密合。
2、焊头与工物完全密合后,均匀的旋上个平面调整螺丝,并锁紧底座。
上海鸿劲超声波电子设备制造厂网址;www.shanghaihongjin.com
上一篇:超声波焊接机熔接方法下一篇:超声波焊接技术新发布 -










-
产品搜索
电子样本
文档资料
-
证书荣誉